Pneumatic Conveyors
System OVerview
Vacuum conveying offers simple operation, ability to negotiate lengthy and tortuous routes and hygienic transfer of materials.
Although Spiroflow was founded on and has spent many years developing mechanical conveyors for a whole host of applications, we recognize that there are many applications where the optimum solution is either vacuum or positive pressure pneumatic conveying. As a result, these conveying methods have been included in our portfolio for several years now.







Features
- Multiple Inlets & Multiple Outlets
- Operates at Any Angle
- Easy to Clean
- Total Containment
- Dust-free
- Hygienic
- Gentle Handling
- Versatile Routing
HOW IT WORKS & BENEFITS
Vacuum conveying offers simple operation, ability to negotiate lengthy and tortuous routes and hygienic transfer of materials. The product is conveyed from a feed source to a delivery point suspended in a stream of gas – usually air. When particulate materials are metered into an airstream, at an optimal solids to air ratio, the differential air pressure generated via a vacuum pump creates a high enough velocity to move the materials within the conveying tube.
When moving powder and granules there is a great need for a solution that is hygienic, safe and prevents product damage. Spiroflow offers a complete range of vacuum conveyors to meet these requirements and at the same time provide high capacity with a small machine footprint.
Our vacuum conveyors handle granules up to 50 mm. Conveying fragile products requires significant experience to secure the quality of the product. Spiroflow considers various technical concepts such as reducing speed in the pipeline and minimizing physical impact inside the conveyor. Normally a project with fragile product is executed in several steps. We evaluate, redesign (if needed) and test the application to make sure all aspects of the requirements are met.
Our vacuum conveyors handle particle sizes from 0.5 microns, offer conveying capacity up to 10 tons/hour / 9 tonnes/hr. and the conveying distances up to about 100 feet/ 30m. Note that capacity and distance is very dependent on the properties of the conveyed material. In some cases, capacity and distance can be increased beyond the normal maximum ranges.
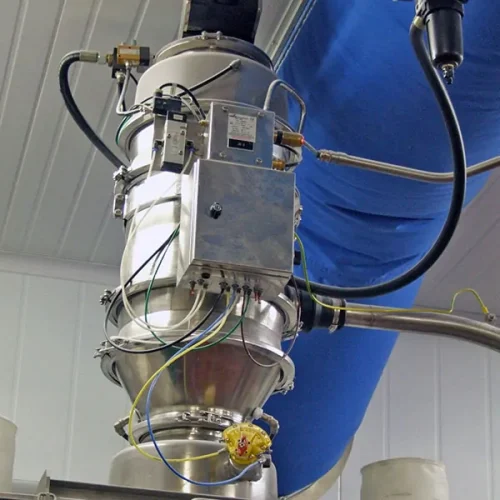
Key Advantages of Spiroflow Vacuum Conveyors:
- Vacuum is created with compressed air through COAX® technology (A). The pump can be automatically controlled
- The bottom valve (B) closes and the vacuum increases in the container (C) and the conveying line (D).
- The powder is carried away from the feed station (E) into the conveying line and then to the container.
- The filter (F) protects the pump and the surrounding area from dust and small particles.
- During the conveying time, the air shock tank (G) is filled with compressed air.
- At a preset time, the pump and the conveying are stopped and the bottom valve (B) is opened. The powder is discharged at the same time as the air shock is activated and the compressed air cleans the filter from dust and small particles.
- When the pump starts again, this process is repeated and a new cycle starts. The suction time and emptying times are normally controlled by a pneumatic or an electric control system.


APPLICATIONS
Thousands of materials, including particularly poor flowing products, are transferred regularly by vacuum conveying systems and are used by many industries for their ease of operation and efficient handling attributes. The food, pharmaceutical and fine chemical industries are major users of vacuum equipment for conveying a virtually unlimited the range of products such as salt, sugar, flour, starch, spices etc. and respectively, yeast granules, glucose, talc, paracetamol etc. Other major users of pneumatic conveying systems include the chemical, plastic, water and mineral industries.
Offering Vacuum Conveying Solutions for:
- Powder & granule transfer
- Mill/sieve/mixer/blender filling
- Tablet/fragile transfer
- Horizontal form/fill/seal
- Big bag unloading
- Small product transfer
- Explosive atmospheres
- Hygienic applications
- Drum/bag filling
- Hazardous powder transfer
- Painting/paint coating
- Injection molding /pellet transfer
MODELS
Flexible screw conveyors, or auger conveyors, can be utilized in a number of different configurations. Here is a sampling of configurations we see regularly:

Premium Vacuum Conveyors
Our premium conveyors are designed with a stainless steel body (ASTM 316L) to meet the very high hygienic demands of FDA. Our premium technology is offered particularly for our customers in the food and pharmaceutical industry and where there is a big demand on high throughput performance with a small footprint.
Our premium vacuum conveyors come with a COAX technology pump providing the most energy efficient way to produce a vacuum.
Capacity Range: 2-liter batch volume up to 56 liters
- COAX patented technology
- ASTM 316L
- Easy to install
- Easy to use
- ATEX dust certified
- Antistatic filter and seals available
- Automatic filter cleaning
- All material in contact with the conveyed product fulfills FDA requirements
- Designed according to USDA guidelines

Food Grade Vacuum Conveyors
Our food grade conveyors are designed to meet the demands of industrial food grade applications with a stainless steel body and seal indirect product contact zones for FDA compliance. They provide high throughput performance in a small footprint and are equipped with a COAX technology pump providing the most energy efficient way to produce a vacuum.
Capacity Range: Up to 4 tons/hr / 3.6 tonnes.hr
- COAX patented technology
- ASTM 304
- Easy to install
- Easy to use
- ATEX Dust certified
- All seals in direct contact with the conveyed product are in compliance with FDA

Industrial Vacuum Conveyors
The general industry often handles abrasive powders that require specially designed equipment. Our conveyors are designed with stainless steel body (ASTM 304) to resist parts wear of parts. Our industrial vacuum conveyor is widely used in the general industry and sometimes in the chemical industry. It has a high throughput performance as well as a small footprint and is equipped with a COAX® technology pump for maximum energy efficiency.
Capacity Range: Up to 4 tons/hr / 3.6 tonnes/hr
- COAX® patented technology
- ASTM 304
- Easy to install
- Easy to use
- ATEX Dust certified
- Antistatic filter and seals
- Cost-effective solution when no hygienic standards are needed, e.g. FDA
