Customer Requirements
McClancy Seasonings Company is a leading provider of bulk seasonings as well as custom blending and co-packaging services to grocery stores, restaurants, gourmet shops, and food manufacturers. They have been in business for over 50 years and are a well respected supplier to all key food industries.
1) Granulated sugar was packaged into 30lb/ 13.5kg bags for a customer.
2) They were using a bulk bag discharger, a small surge hopper and a bucket elevator to deliver sugar to a packaging machine but thought they could improve the line.
3) The company wanted to minimize product spillage and possible product contamination as well as increase equipment cleanability and operator productivity.
Spiroflow Solution
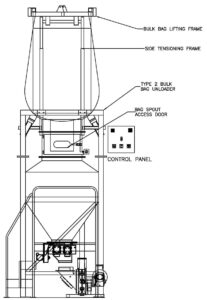
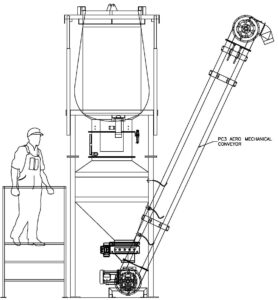 Initially, they though they would replace the bucket elevator with a flexible screw conveyor and an aero mechanical conveyor. Spiroflow engineers studied their existing process and suggested a different design where a bulk bag discharger would empty sugar into a larger surge hopper fitted with a bin activator. The product could then feed directly into an aero mechanical conveyor which would feed the packaging machine.
Initially, they though they would replace the bucket elevator with a flexible screw conveyor and an aero mechanical conveyor. Spiroflow engineers studied their existing process and suggested a different design where a bulk bag discharger would empty sugar into a larger surge hopper fitted with a bin activator. The product could then feed directly into an aero mechanical conveyor which would feed the packaging machine.
– McClancy engineers were invited to Spiroflow’s US test center to see the recommended equipment solution convey their sugar. The testing went as expected giving McClancy complete confidence in Spiroflow’s recommendation.
– The system would meet all food industry sanitary guidelines with stainless steel contact surfaces and easy-to-clean components.
– The Aeroflow Aero Mechanical Conveyor is totally enclosed to minimize potential product contamination and eliminate potential product spillage.
– Given that sugar can be explosive, the enclosed conveyor also minimizes the possible creation of sugar dust clouds.
– It is easily taken apart and designed with wash down gates at the bottom for cleaning.
The Results
The system provided McClancy with additional efficiency and throughput advantages. The surge hopper’s capacity was increased from 25 to 60 cubic feet (18 cubic meters) to improve productivity.
The system also increased packaging throughput which provides McClancy with the flexibility to add another packaging machine to the line in the future.
According to Maintenance Engineer Robert Dial, “Spiroflow is really easy to work with, responsive, and showed me what I wanted to see. I’m glad we chose to go with their design using the bin activator. It is a lot easier to clean and more efficient than what we initially asked for.”






