Since its inception in 1971, Spiroflow has established a robust presence within the chemical industry, marking it as our second-largest market, following the food sector. Our commitment to staying abreast of the latest containment, safety, and ergonomic requirements within this dynamic field underscores our dedication to excellence. Spiroflow’s proactive approach involves the continuous expansion of our product line to meet and exceed the evolving needs of our customers in both the chemical and food industries.
We are among the conveyor systems manufacturers who recognize the rapid pace of innovation in the chemical sector. We pride ourselves on keeping up-to-date with the materials and products that shape the future of manufacturing and processing. The emergence of new chemicals and materials that were unimaginable three decades ago demands a forward-thinking approach. At Spiroflow, we ensure our engineered processing conveyor solutions are not only at the forefront of technology but also adhere to the highest standards of safety and cleanliness.
What Chemical Industry Segments Do We Cover?
Spiroflow’s extensive product range is carefully designed to meet the diverse and complex needs of the chemical industry. Our portfolio addresses the entire spectrum of chemical processing and handling, ensuring that we cater to various segments with precision and efficiency. These segments include:
General chemicals – Our products are engineered to handle everything from bulk powders to granular materials, ensuring safe and efficient transport within manufacturing facilities.
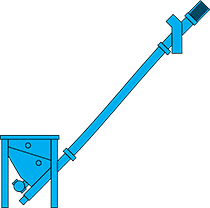
Organic and inorganic chemicals – Spiroflow’s conveyor technologies, including our flexible screw conveyor and conveyor belt system, are designed to manage the specific needs of corrosive substances, high purity requirements, or rigorous contamination controls.
Agricultural chemicals – Our conveyor belt systems are built to withstand the abrasive and corrosive nature of fertilizers, pesticides, and herbicides.
Plastics, polymers, and rubber – Spiroflow’s industrial conveyor systems are designed to cater to the specific requirements of plastics, polymers, and rubber. They are designed to cater to their temperature control, avoidance of degradation, and maintaining material integrity throughout the process.
Paints and pigments – Our conveyor belt solutions are engineered to provide gentle handling to prevent the breakdown of pigments, ensuring consistent color and quality in the final product.
Resins – Spiroflow’s conveyor belts ensure the precise and gentle transport of resins, preventing contamination and preserving the material’s quality for industrial applications.
In response to the specific demands of these sectors, Spiroflow are the conveyor manufacturers that developed an array of conveyor belt solutions tailored to the unique challenges of the chemical industry. Our offerings include state-of-the-art conveyor belt systems, such as the flexible screw conveyor, which is designed for versatility and efficiency in handling a wide range of materials.
Advanced Conveyor Technologies for Optimal Performance
Our belt conveyor systems are renowned for their durability and reliability, making them a staple in industrial conveyor systems worldwide. As a leading conveyor manufacturer, we provide comprehensive conveyor solutions that incorporate advanced conveyor technologies. These innovations ensure optimal performance, safety, and ease of use in all our conveyor systems.
Tailored Belt Conveyor System for Every Need
Spiroflow stands out among conveyor systems manufacturers by offering customized solutions that address the specific needs of our clients. Whether you require a simple conveyor belt system or a complex industrial conveyor system, our team is equipped to deliver conveyor belt solutions that integrate seamlessly into your operations.
Elevating Success With Leading Belt Conveyor Manufacturers
Through our dedication to innovation and quality, Spiroflow continues to set the standard in conveyor solutions and manufacturing. Our commitment to understanding and meeting the needs of the chemical and food industries positions us as a trusted partner in your success. Let Spiroflow’s expertise in conveyor technologies and engineered processing solutions propel your business to new heights.