
In response to the ever-increasing needs of the food industry, Spiroflow has launched the new Chainflow chain drag conveyor. The hygienic heavy-duty, totally enclosed, dust-free chain drag conveyor economically conveys dry powders and granules particularly fragile materials such as coffee beans, cereals, specialty breakfast cereals, nuts, dried fruit, grains, dry soup mix, candy, small cookies, baby formula powder, pet food, animal feed, and more. Processors can easily convey or batch ingredients with the crevice-free design.
The Chainflow Tubular Drag Conveyor
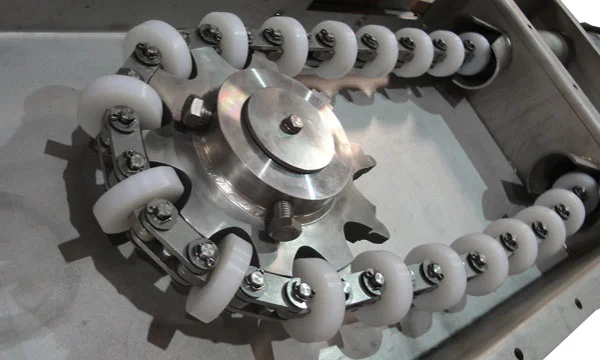
Chainflow is a tubular drag conveyor that, by definition, is configured in a loop or circuit. Ultra strong 304 or 316 stainless steel chain is fitted with molded UHMWPE discs. It provides maximum chain life while gently moving fragile products through a homogeneous crevice free conveying path. The chain drag conveyor has a motor driven drive assembly at one end of the circuit and a return housing, fitted with an automatic tensioner, on the other end of the circuit. Processors can achieve intricate layouts with multiple inlets and outlets in complex three plane circuits. Chainflow components are designed for hygienic applications. The conveyor can be cleaned in place and is engineered to run 24/7/365.
Chainflow delivers fast and efficient conveying with capacities up to 370 ft3/hour (10.5m3/hour). Processors can convey over long distances with maximum straight line lengths of up to 250 ft (76m) per conveyor and link multiple conveyors for longer distances. The conveyor can typically run empty, be stopped and started under load, and flood or meter fed for operational flexibility.
‘We saw a very specific need in the Food Industry and the Chainflow chain drag conveyor is an important addition to our product line,’ explains Spiroflow’s CEO Jeffrey Dudas. He adds, ‘Our goal has long been to provide the widest range of mechanical conveyors for dry bulk solids and ingredients so that our engineers can evaluate our customers’ needs objectively and provide the ideal conveyor for their applications.’ See Chainflow in action.
About Spiroflow
Spiroflow is a global leader in powder handling for process industries and an emerging leader in control systems integration. Throughout our 45-year history, our design engineers and process automation team have provided customers with the safest, most efficient, innovative and most reliable process solutions available.
We were an early inventor of the flexible screw conveyor, but we’ve grown significantly since those early days as have our products and service offerings. Spiroflow delivers engineered solutions designed to solve your greatest powder handling and processing challenges, whether it is a single conveyor or a complete powder handling system with integrated controls.
With our flexible screw, Aeroflow® aero mechanical, Cablevey cable drag, Chainflow™ and Dynaflow® chain drag conveyors, hands down, we offer the widest range of mechanical conveyors for dry bulk solids and ingredients. We are also well known for our expansive line of Spirofil® bulk bag fillers, bulk bag dischargers, control systems, bulk bag conditioners, customized hoppers, bin activators, and bin, bag, box, and drum emptiers, as well as end-of-line robotic palletizing solutions.
Spiroflow Automation Solutions
Spiroflow Automation Solutions, Inc. was launched in 2014 to supply control systems integration, industrial automation integration, control system migration, and HMI design along with procurement, start-up services, and long-term client support.
Primary markets include the food, dairy, snack food, confectionery, beverage, pet food, pharmaceutical, packaging, industrial, chemical, plastics, minerals, cement, environmental, waste, and recycling. To learn more visit Spiroflow’s website, send us an email or call (1) 704-246-0900.



