

Industry 4.0 is reshaping production efficiency and changing the face of manufacturing. It’s a world where machines communicate, data drives decisions, and production processes are optimized in real time. In this blog, we explore how this technological revolution enhances efficiency, quality, and predictive maintenance in manufacturing. Real-world cases demonstrate its transformative power. Join us on this journey into the future of industry.
Welcome to the future of manufacturing. Industry 4.0, the fourth industrial revolution, is here to reshape how we produce goods. In this blog, we’ll dive into the incredible impact of Industry 4.0, where machines communicate, data drives decisions, and production becomes smarter and more efficient. Discover how it’s changing the game for manufacturers and paving the way for a new era of industry.
How Industry 4.0 Is Reshaping Production Efficiency?
Categorized as the Internet of Things (IoT), it entails an intricate network of smart systems and connected computers that exchange and amass data. The term “thing” encompasses any tangible object or device capable of data transmission. But what is the application of Industry 4.0 in manufacturing plants, where it’s reshaping production efficiency?
Conveyor technologies, operating on similar principles, are integral to this transformation. The Industrial Internet of Things (IIoT) differs by focusing on diverse data streams, such as machine sensors. These sensors have the capacity to monitor various parameters, from temperature to fluid levels, and interface with a range of advanced software platforms.
IIoT Explained: How Sensors Revolutionize Manufacturing
Robert Schmid, Deloitte Digital’s IoT chief technologist, elucidates, ”In IIoT technology, sensors are affixed to physical assets, collecting data, wirelessly storing it, and utilizing analytics and machine learning to trigger responsive actions.” This applies to a wide range of physical assets, including advanced systems like the belt conveyor system.
Notably, you likely encounter IoT in everyday life, sometimes without awareness. Everyday devices like fitness-tracking smartwatches and automated home thermostats leverage IoT functionality, adapting to your activity and preferences. IIoT has significantly bolstered manufacturing, with a reported 28.5% average revenue increase, as per TATA Consultancy Services, achieved through the adept application of data and analytics at the right moment.
Transforming Manufacturing With Real-Time Data and Predictive Maintenance
Manufacturing equipment, including advanced conveyor belt systems, can also be fitted with sensors that collect data from the machines and report this data back in real time and in an easily accessible format. With IIoT, you will experience faster and better-informed decision-making by unlocking critical data about equipment performance and delivering it to the right hands precisely when it’s most relevant.
Previously, when a system failed, it could lead to costly unplanned downtime and routine inspections, resulting in a change of spare parts. Now, using IIoT, sensors are continually reporting data back to the right people and will notify them before critical failure.
And with reports suggesting that 40% of organizations are not using any form of predictive maintenance at all, unplanned outages could be cut by up to 50% with IIoT devices. Maintenance is becoming less reactive and more proactive, with both historical and real-time data being made available.
Enabled Tracking and Reporting for Faster Problem Solving
By selecting the problems they want to solve, manufacturers can track and report on data they need the most, including critical data from industrial conveyor systems, and take immediate action. This can be achieved with the use of reports, such as graphs, sent to a dashboard accessible on a PC, laptop, mobile device, tablet, and even wearable smart devices like watches.
Often in manufacturing, if the correct action is not taken at the right time, it can be detrimental to production and result in a disproportionate loss of profits over planned maintenance. With 82% of asset failures occurring randomly, remote monitoring can indicate how and when the failure occurred.
The great thing is that it can enable operational parties to learn from the event and to predict future events more accurately. This, in turn, allows for faster reactions to problems and reduces potential issues by gaining critical visibility of the data you already have.
To gain visibility over several different manufacturing sites across the globe, a global manufacturer is implementing one such IIoT system to increase production efficiency, as demonstrated in Case A below.
Case A – SAM and Remote Monitoring
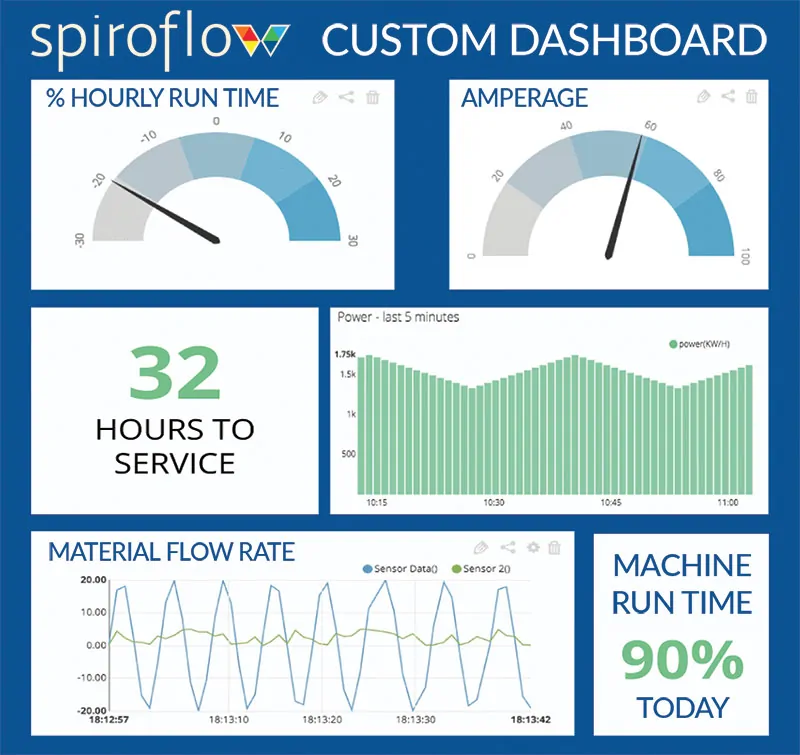
A global manufacturer of healthcare products has multiple sites across several continents. To gain visibility over the performance of each production line, the manufacturer is upgrading to a remote monitoring system known as SAM from conveying and bulk bag handling specialists, Spiroflow, so that they can track data from each plant.
Using a custom dashboard, the key individuals will be able to remotely monitor the data from anywhere in the world and compare each manufacturing process’s performance against the other. This will allow for global streamlining of their manufacturing costs as bottlenecks can be pinpointed and overall efficiencies improved.

Optimizing Production Through Predictive Maintenance Strategies
Another major improvement can be made in the reduction of downtime with planned, predicted maintenance. All manufacturers are aware that at the very core of making high profits is accurate, high-quality, and reliable production. If a machine stops working in the middle of a shift, and there are no critical spare parts on-site, this can result in costly delays.
Embracing Industry 4.0 opens the door to collecting and analyzing data from your machines and developing a program for predictive maintenance, including the monitoring of conveyor belt solutions. This approach not only improves production efficiency but also identifies potential obstacles in your processes.
Previously, when a system failed, it could result in costly unplanned downtime and routine inspections, resulting in a change of spare parts. By using SAM, sensors are continually reporting data back to the right people and will notify them before critical failure. This, in turn, allows the system to learn and adapt to your specific process environment continually. Manufacturers working towards zero unplanned downtime can benefit from intelligent insights that will improve efficiency and reduce costs.
Just-In-Time Maintenance: Minimizing Downtime and Maximizing Efficiency
As mentioned earlier, not taking the correct action at the right time can be detrimental to production, resulting in a loss of profits. Spiroflow’s SAM conveyor solutions, in this case, will indicate how and when the failure occurred and will learn from this event, enabling it to predict future events more accurately.
Furthermore, by knowing the optimal time to replace wearable parts, production can move towards just-in-time (JIT) maintenance. It allows the correct amount of spare stock to be held, ensuring no overstock but having the correct spare for predictive maintenance. This, in turn, allows for faster reactions to problems and reduces potential issues by gaining critical visibility of the data you already have, such as in Case B, which occurred with a manufacturer of chemical products.
Case B – Preventing Costly Breakdowns and Saving With Industry 4.0
A leading chemical manufacturer suffered a breakdown on one Saturday evening during the night shift. The bearing of a motor had failed. The maintenance manager of the plant estimated the cost of the breakdown was around $12,300 (£10,000) an hour, and with the failure occurring on a weekend night shift, no spare part could be sourced until Monday. This had serious financial implications for the business, which usually operates 24/7.
This manufacturer had a SCADA (Supervisory Control and Data Acquisition) monitoring system in place to review a critical failure. This required waiting for a failure to happen, and only after that could they start analyzing and interpreting the data before performing a Root Cause Analysis (RCA).
Moving to Industry 4.0 and remote monitoring would have given them continuous visibility over the motor. With real-time data, they might have prevented the breakdown, potentially saving the company around $295,000 (£240,000).

Enhancing Quality Control and Product Reliability with IIoT
Conveyor systems manufacturers know that their profitability is reliant on having an accurate, high-quality, and reliable production output. According to Verizon, in 2017, 60% of early-movers are improving the reliability or performance of products and services with IIoT. Being able to pinpoint the issues that can cause a substandard product is essential, especially if the problem is caused by faulty equipment.
Improving product quality is always at the forefront for many manufacturers as it leads to potential benefits like:
- Increased customer satisfaction,
- Higher sales,
- Increase in selling price,
- Reduced manufacturing costs,
- Waste reduction.
Whereas a poor-quality product has the power to damage your brand with costly product recalls and a loss in consumer trust that could lead to serious financial consequences.
Early Detection and Resolution for Quality Improvement
Identifying issues that can impact product quality is crucial, particularly when they can be detected and resolved early. Problems arising from equipment that isn’t accurately calibrated, poorly maintained, or incorrectly set up can be mitigated. The conveyor belt system, for instance, plays a vital role in this process.
IIoT-connected devices like SAM leverage sensors to continuously monitor and analyze data, instantly reporting to key employees. This enables them to take immediate action, whether by halting production or making necessary adjustments while the line remains operational, effectively addressing any issues.
Unlocking Energy Efficiency: The Power of IIoT Upgrades
Enhancing energy efficiency is another potential advantage of an IIoT upgrade. The manufacturing sector, including equipment like a flexible screw conveyor, ranks among the largest energy consumers, accounting for over 37% of global energy consumption. Interestingly, energy consumption isn’t primarily linked to production rates. Instead, it’s heavily influenced by the duration of specific operational states.
Maximizing Energy Efficiency: Insights and Actions With IIoT
In a 2009 study, it was discovered that significant energy savings, estimated at approximately 10-25%, can be achieved by reducing waiting times and optimizing the startup mode of machines. This applies to various aspects of manufacturing, including conveyor belts. However, before machine optimization can be effective, manufacturers must initially establish a comprehensive understanding of their current energy consumption patterns.
Most plants have a non-stop production schedule where tracking energy consumption would be too time-consuming to do on a day-to-day basis. Furthermore, unless the information is being delivered in real time, there is very little manufacturers can do to improve the efficiency of the machines.
With IIoT, the issues manufacturers face are vastly improved because data on energy efficiency is delivered to a dashboard instantly so actions can be taken in real time. This can result in plant managers driving energy-saving behavior in staff and directors developing a clear energy-saving strategy for the shop floor.

Spiroflow Will Offer You the Best IIoT Solutions
Using real-time alerts has changed the industry scenery across the globe, especially among belt conveyor manufacturers. Data can be used as a benchmark against other pieces of equipment to determine which are performing better while also allowing for proactive underperformance issue solving.
At Spiroflow, we’re dedicated to empowering manufacturers with the latest IIoT solutions to optimize production, enhance quality, and reduce downtime. Get in touch with our experts today and embark on your journey to smarter manufacturing.



