
Choosing the right conveyor system can be a challenging decision for a buyer who might not fully understand the benefits of different types. It is highly recommended to conduct a product feasibility test to first identify the most appropriate conveyor for the specific material, distance requirements, and desired throughput. The following pointers can serve as a helpful starting reference.
With many industrial conveyor systems available, each designed for specific applications and materials, where do you begin? In this blog post, we’ll dig into the essential considerations, top conveyor options, and expert insights to help you navigate the conveyor selection process with confidence.
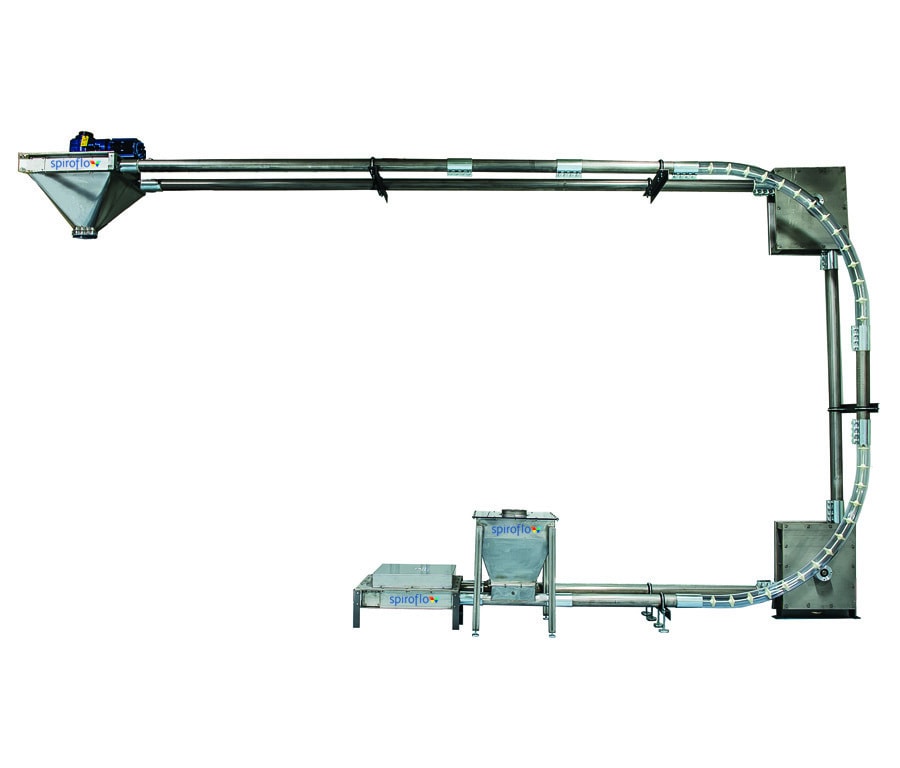
Choosing the Right Conveyor – Low-Cost Flexible Screw Conveyor Has a Versatile and Adaptable Design
The flexible screw conveyor is a user and budget-friendly solution designed with efficiency in mind. It comprises a food-grade UHMWPE tube and a stainless-steel spiral rotating within it. This conveyor system is an ideal choice for materials with a bulk density of up to 2.5 kg/l, capable of effortlessly transporting goods across distances of up to 20 meters.
When extended reach is needed, multiple units can be seamlessly combined to cover even greater distances, with a maximum achievable throughput rate of 20,000 kg/hr.
What Does “Flexibility” Actually Mean?
The term “flexible” implies that both the tube and the spiral within it can be bent to some extent, offering installation flexibility to navigate around any obstacles between the input and output points.
In most applications, the spiral has a round cross-section, but for cohesive or fine materials, a flat version can be employed. It’s advisable to have a generous amount of material in the feed hopper, as this helps in the initial elevation of materials during startup. Additionally, it’s important to operate the conveyor with the material present, as running it empty can result in excessive noise and wear.
Flexible Screw Conveyors in Practical Application
Farley Health Products in Cumbria relies on flexible screw conveyors to meet the rigorous operational standards demanded in their pharmaceutical facility. The process involves placing an intermediate bulk container (IBC) filled with a blended product above a securely sealed hopper. Upon positioning the IBC, the valve is opened, allowing the product to flow into the hopper without any risk of atmospheric contamination or dust escape.
Finally, the conveyor efficiently transports the product at a steep angle to a packaging system, ensuring the highest levels of hygiene and dust containment, all within stringent operating parameters.
The primary advantage of the flexible screw conveyor lies in its simplicity, leading to quick installation and minimal maintenance requirements. Here are other benefits you need to be aware of:
- Conveyors are available in designs conforming to USDA 3A standards for pharmaceutical applications,
- The entire system can be disassembled for cleaning in just minutes,
- While wear and tear are concerns with abrasive materials, the components have an almost indefinite lifespan with other materials,
- The replacement of tubes and spirals is a straightforward process.
Explore Potential Ability Issues
When it’s used at a steeper angle, its ability to move materials effectively decreases. This depends on the properties of the material itself. This problem occurs because the material tends to slide back down the middle of the spiral. To solve this, we can add a central core or tube. In vertical situations, you can use single flexible screw conveyors that are 6 to 8 meters long.
Similar issues can affect traditional conveyor belts, especially when they need to operate at steep angles or with certain types of materials. These challenges often involve materials slipping or sliding back on the conveyor belt, leading to reduced efficiency. Solutions like adding cleats or choosing the right type of conveyor belt solutions can help address these problems.

Aero-Mechanical Conveyor Is a Great Choice for Industries that Require Gentle and Clean Material Handling Solutions
The aero-mechanical conveyor, often referred to as a rope and disk conveyor due to its descriptive nature, operates using a continuous loop of steel cable adorned with evenly spaced disks. This loop traverses through a tube, passing around a drive sprocket and several idler wheels.
Remarkably, this conveyor type can effectively transport materials vertically to heights ranging from 20 to 25 meters. Here are other advantages of aero-mechanical conveyor systems:
Minimal Degradation of the Product
Minimal degradation occurs because the material is carried within moving air pockets formed between successive pairs of disks. This mechanism resembles the principles of a vacuum or pneumatic system but operates at significantly lower speeds. Additionally, the aero-mechanical conveyor eliminates the need for a cyclone or filter to separate the product from the air.
No Air Expulsion
This conveyor does not expel the air carrying the material at the outlet. Instead, it separates the material from the conveying air, directing the unloaded air current back down the return section of the tube, effectively retaining it within the conveyor circuit.
Typical maximum throughput rates for various materials are as follows: oats at 40 tons/hr, milk powder (with 26% fat content) at 20 tons/hr, and granulated sugar at 80 tons/hr. Even when installed in a vertical configuration, the aero-mechanical conveyor maintains its stated throughput rates for elevations of 20 to 25 meters.
Dust-Free Operation
Since aero-mechanical conveyors are enclosed systems, they effectively contain dust and prevent spillage of materials during transport. This feature is particularly advantageous in industries where maintaining a clean and dust-free environment is crucial, such as pharmaceuticals, food processing, and chemical manufacturing. It also contributes to better workplace safety and reduces the risk of cross-contamination in food or pharmaceutical production.
When using an aero-mechanical conveyor, it is crucial to initiate it with an empty system and a continuous material feed. In certain cases, it may be necessary to use a controlled feed device, such as a flexible screw conveyor. Maintenance requirements for this conveyor type range from moderate to high.
Periodic tensioning of the rope is necessary, with rope longevity depending on factors like conveyor length, the frequency of starts and stops, solids loading, and the diligence of routine inspections and tensioning.

Explore Pneumatic Efficiency With Vacuum Conveyor
Unlike conventional conveyor belt systems, a pneumatic conveyor employs the power of air to transport materials within a sealed pipeline. It presents an ideal solution for users seeking a system that is easy to route, has minimal moving parts, operates dust-tight, and effectively clears the system of materials with minimal residue. These systems typically stem from three fundamental technologies, utilizing shared components such as:
- Filtration systems,
- Pipeline fittings,
- Blowers,
- Compressors.
What Does It Mean to Work Under Negative Pressure Conditions?
Vacuum conveying operates under negative pressure conditions, though it is generally best suited for throughputs of approximately 10 tons per hour over distances up to 50 meters. This is definitely the advantage over the past conveyor belt system.
After all, the driving force is generated by either a roots pump or a highly efficient side-channel fan located at the receiving end of the system. Air-powered venturi systems are also utilized for low-capacity conveying, but despite their lower initial capital cost, they can prove to be more expensive to operate.

Advantages of Vacuum Conveying
Although going with traditional belt conveyor manufacturers is a standard option for many, vacuum conveying systems offer an efficient, versatile, and hygienic solution for material transport across diverse industries. Understanding their features and advantages can help industries optimize their material handling processes while maintaining stringent hygiene and containment standards.
This being said, here are all the benefits of vacuum conveying:
- Hygienic and containment-focused – The conveyed product only interacts with air within the conveying line. Dust-free operation and easy cleaning are ideal for transferring food and pharmaceutical materials while adhering to strict hygiene and containment standards.
- Wide material compatibility – It’s suitable for a wide spectrum of materials, including salt, sugar, starch, flour, yeast granules, spices, glucose, paracetamol, and talc.
- Versatility across industries – Finds application in various sectors such as chemicals, plastics, water treatment, and minerals.
- Great for longer transfer distances and flexible routing – Vacuum systems are commonly employed for transferring materials from bag dump stations, open containers, drums, silos, and big bag dischargers. Various forms of these conveyor types can also be designed as mobile units for processors needing material transfer at multiple locations.
Need a Tailored Solution? Contact Spiroflow, One of the Top Conveyor Systems Manufacturers
Selecting the best conveyor technologies for your manufacturing processes is essential for optimizing efficiency, reducing material handling risks, and ensuring seamless operations. If you’re ready to enhance your manufacturing processes with a belt conveyor system or explore the full spectrum of conveyor technologies, the team at Spiroflow is ready to create a solution tailored to your specific needs.
Our experts are here to provide personalized guidance and solutions that align with your production goals, ensuring that you have the ideal conveyor technology in place to drive success in your manufacturing operations. Contact us, and together, we can improve your production line’s conveying capabilities.



